Appearance of Stroke Marks on the As-Cast Surface
Key Points
- Surface marks do NOT indicate a material problem
- Dura-Bar is made with stock added to finish
- The outer surface does not always have to be machined
- Special sizes are cost effective in many cases
Background
Most of the time parts that are made from Dura-Bar are completely machined, allowing sufficient stock removal on the as cast surface to remove minor imperfections that can occur as the molten iron solidifies against the surface of the water-cooled graphite die. However, there are times when a machined surface is not required, dimensional controls are not critical and the strength and wear components are on areas that are machined into the body of the finished part.
Details
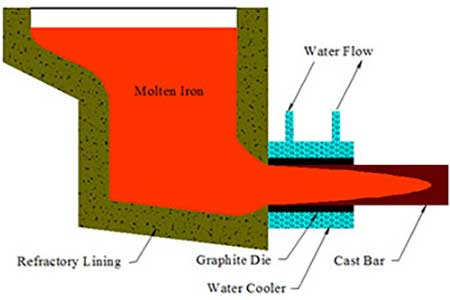
The graphite die used in the continuous casting process has a very smooth surface finish and there is no mold coating applied to the die. As molten iron is cast against the die, the bar has a very smooth surface finish but because of the mechanics of the casting process, there will be some minor surface imperfections that can even appear to be cracks on the bar surface. They are not cracks but rather stroke marks that occur as a result of the pull/stop mechanism used to cast the bar through the die.
During the continuous casting process, molten iron enters a water-cooled graphite die that is mounted on the bottom of a refractory-lined steel holding vessel. The die/cooler system is maintained at a temperature of about 200° F and depending on the size and grade of the bar being cast, the molten iron will be approximately 2600° F. The molten iron at the inside surface of the graphite die is rapidly solidified and forms the rim of the bar which is the only part that is solid as it exits the die.
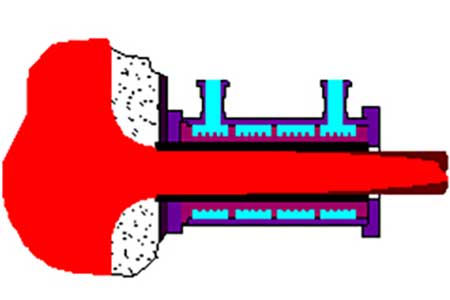
The casting process is by definition "continuous" but the bars are actually cast through the die in a series of strokes, about 2" long. Each time the bar strokes, molten iron enters the die from the bar machine crucible and forms the rim described above. Looking down the length of an as cast bar, the strokes will resemble oxide bands.
Careful measures are taken in the design of the die/cooler system and in the established process controls to minimize the depth of the stroke mark.

There is no concern over stroke mark or surface imperfections propagating further into the body of a high-pressure manifold during the life of the part. Extensive testing has been performed on a hydraulic electronic – unit – injector (HEUI) fuel rail that was pressurized to over 8,000 psi for 2 million cycles (the injection pressure for the fuel was over 24 ksi). Cross sections were taken from the manifold after the test and no evidence of propagation was found. Over 300,000 HEUI fuel rails have been installed into diesel engines since 1992 with the outside surface containing stroke marks and left in the as cast condition. To date, not a single field failure has occurred from stroke mark propagation.
This brief contains information that is designed to help the user better understand Dura-Bar and the continuous cast iron process. Because of the many variables in material design and selection, it is intended for reference only and information cannot be guaranteed or used as a basis for acceptance or rejection of material. Please contact us for information regarding a specific application.
For more information on stroke marks, or to address any additional concerns or questions feel free to contact us.